
في جوهره، يشير تشطيب السطح في الآلات إلى المخالفات الصغيرة التي تظهر على سطح القطعة بعد التشغيل. تُصنف هذه المخالفات عادةً إلى ثلاث فئات:
الآن تخيل اثنين من المتطرفين:
إن التوازن بين سرعة الإنتاج وجودة التشطيب هو ما يُحتسب فيه الخبرة. نشهد هذا يوميًا عندما قطع غيار الآلات للعملاء في مختلف القطاعات. اللمسة النهائية المناسبة تُحدث فرقًا بين قطعة تجتاز الفحص وقطعة أخرى تُرمى في سلة المهملات. كيسوبفضل إعدادات التشغيل المتقدمة لدينا والتحكم الصارم في العملية، لا يتعين علينا الاختيار بين الكفاءة والدقة، فنحن نحصل على كليهما.
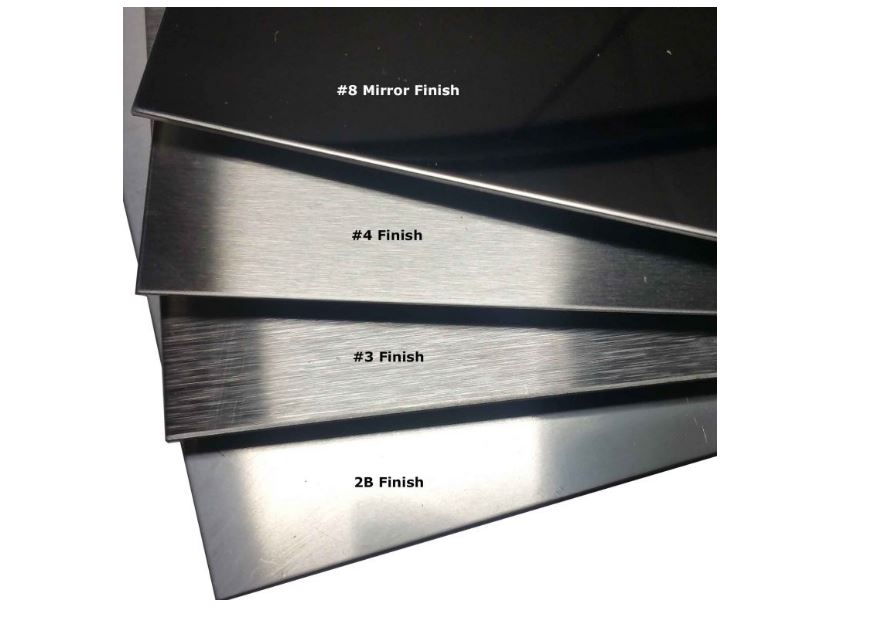
لا تحتاج كل قطعة إلى سطحٍ يشبه المرآة. ولذلك يتحدث الميكانيكيون عن أنواع تشطيبات الأسطح، كلٌّ منها يناسب تطبيقًا مختلفًا:
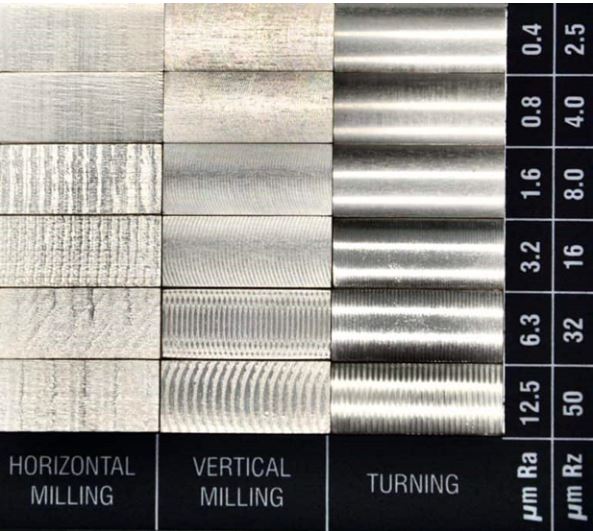
ولقياس ومقارنة هذه التشطيبات، يستخدم المهندسون مقاييس مثل:
في Keso، لا نقوم فقط بحساب Ra وRz على الورق، بل نقوم بالتحقق منها باستخدام معدات الاختبار الداخلية وندعمها بخيارات التشطيب الحقيقية مثل التفجير بالخرز، والأكسدة، والفرشاة، وتلميع المرآة، مما يضمن حصول العملاء على الأرقام وجودة السطح التي تتطلبها تطبيقاتهم.
في عمليات التشغيل الآلي، غالبًا ما تُربط هذه القياسات بمقياس تشطيب السطح (يُشار إليه أحيانًا بأرقام N، مثل N1 = فائق النعومة، وN12 = خشن). على سبيل المثال:
إن وجود مقياس موحد لتشطيب الأسطح للتشغيل الآلي يتيح للميكانيكيين والمهندسين ومديري المشتريات التعاون في تحديد متطلبات القطع. وعندما يتعلق الأمر بالتفاوتات، فإن خبرة فريقنا في خدمات التشغيل الآلي والتشطيب تضمن أداء القطعة النهائية على النحو المطلوب.
Sإن تشطيب السطح هو أكثر من مجرد خيار تجميلي، تصنيع باستخدام الحاسب الآلييُحدد هذا المنتج الاحتكاك، ومقاومة التآكل، وإمكانية العزل، وحتى كيفية تفاعل المكون مع الطلاءات أو الأجزاء المتزاوجة. إن فهم مخططات التشطيب، ووحدات القياس، وطرق الاختبار العملية يضمن تلبية قطعك للاحتياجات الوظيفية والجمالية. نقدم المشورة لعملائنا بشأن تشطيبات الأسطح التي تحقق لهم أفضل توازن بين الوظيفة والمتانة والتكلفة. فأحيانًا يكون استخدام مكون فضائي مصقول كالمرآة خيارًا مناسبًا، وأحيانًا يكون استخدام تشطيب مطحون بسيط هو كل ما تحتاجه. هذا هو التوجيه الذي نقدمه في كل مشروع نتعامل معه.
تستخدم الصناعات المختلفة مقاييس مختلفة لخشونة السطح. في مجال التصنيع، أكثر المقاييس شيوعًا هي Ra (متوسط الخشونة)، وRz (متوسط ارتفاع القمة إلى الوادي)، وقيم N (أرقام الدرجات، ومعظمها مبني على معايير ISO).
فيما يلي جدول التحويل الذي يستخدمه مهندسونا فعليًا:
| درجة الخشونة (N) | را (ميكرومتر) | را (µin) | مثال نموذجي للعملية |
| N1 | 0.025 | 1 | التشطيب الفائق / التلميع |
| N2 | 0.05 | 2 | الصقل / الشحذ |
| N3 | 0.1 | 4 | الطحن الناعم |
| N4 | 0.2 | 8 | الطحن / التلميع |
| N5 | 0.4 | 16 | الطحن الدقيق / الخراطة |
| N6 | 0.8 | 32 | الطحن / الخراطة القياسية |
| N7 | 1.6 | 63 | التصنيع باستخدام الحاسب الآلي العام |
| N8 | 3.2 | 125 | الطحن الخام |
| N9 | 6.3 | 250 | الخراطة الخشنة |
| ن10 | 12.5 | 500 | القطع الثقيلة، الأسطح المصبوبة |
يتطلب الفولاذ المقاوم للصدأ عادةً تشطيبًا سطحيًا أكثر دقة من المعادن الأكثر ليونة، خاصةً في صناعات مثل تصنيع الأغذية، والفضاء، والأجهزة الطبية. عندما نُشغّل أعمدة الفولاذ المقاوم للصدأ لعملائنا في صناعة الأغذية، فإن التشطيب الناعم ليس تجميليًا، بل يمنع تراكم البكتيريا ويضمن التوافق. هذه هي التفاصيل التي نهتم بها بشدة في JLCCNC.
نصيحة احترافية: يتصلب الفولاذ المقاوم للصدأ عند العمل. استخدام أدوات حادة، ومبرد مناسب، وتجنب الاحتكاك يُحافظ على جودة السطح.
وجدنا أيضًا أن موازنة معدلات التغذية مع طلاء الأدوات المناسب يُحدث فرقًا كبيرًا. تواصل معنا أحد العملاء في القطاع الطبي بنماذج أولية خشنة للزرعات، وبعد تحسين المعايير، سلمنا أسطحًا ناعمة بما يكفي لاجتياز معايير الفحص الجراحي. قد يعني التشطيب الخشن احتكاكًا إضافيًا، وتآكلًا أسرع، وأحيانًا عدم تركيب الأجزاء بشكل صحيح. وبصراحة، هنا يكمن الفرق الكبير في ورشة CNC الجيدة، حيث يمكن لأي شخص القطع، ولكن ليس كل شخص قادرًا على تقديم ذلك التشطيب النظيف والمتناسق الذي يوفر عليك إعادة العمل والتكاليف لاحقًا.
العلامات :
 اشترك في النشرة الإخبارية لدينا
اشترك في النشرة الإخبارية لدينا
WHATSAPP : +86-15375471059
البريد الإلكتروني : allan@safekeso.com
رقم الهاتف : +86 15375471059



















